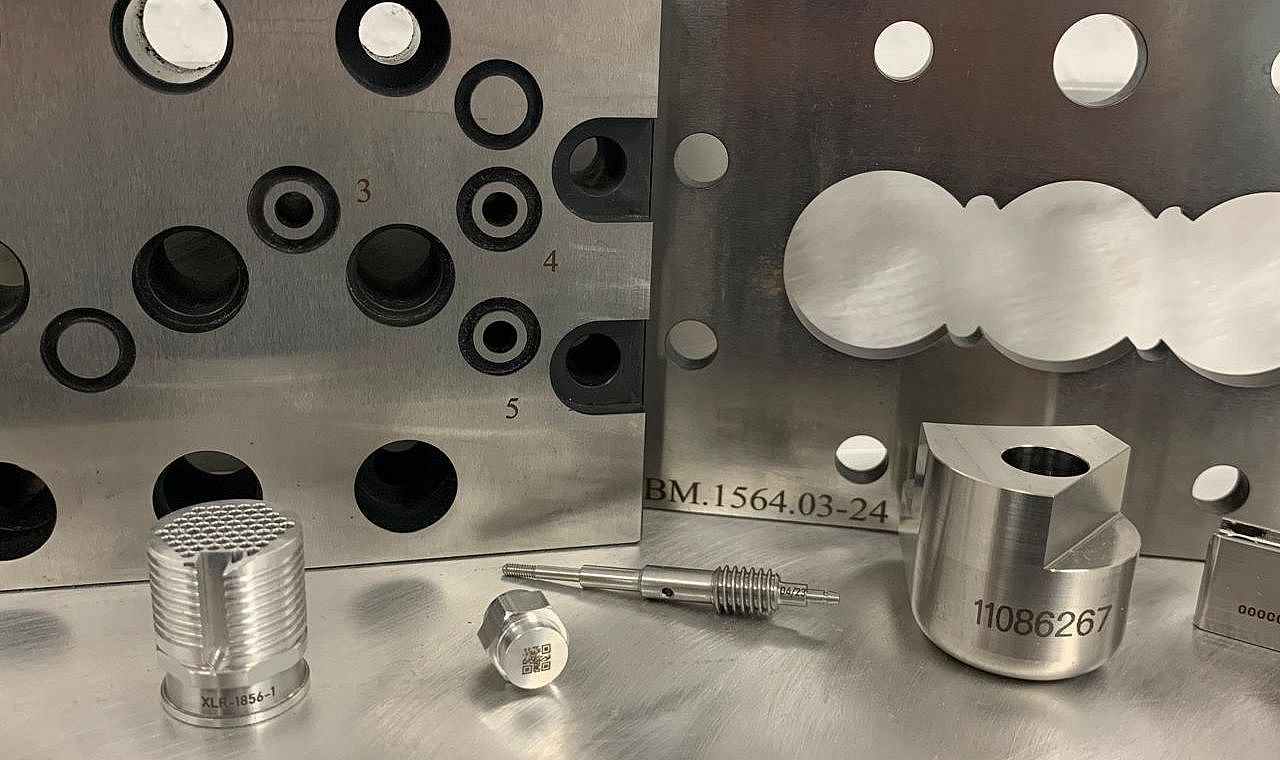
Wir sind Ihr Partner für innovative Fügetechniken wie das Laserschweißen, Elektronenstrahlschweißen, Flammlöten und Vakuumlöten. Unser Portfolio umfasst auch die mechanische Bearbeitung, Zerspanungstechnik in den Bereichen CNC-Fräsen, CNC-Drehen und Erodieren.
Mit einem modernen Maschinenpark bieten wir präzise Fertigungslösungen, die höchste Kundenanforderungen erfüllen – von der Entwicklung bis zur Produktion von Großserien. Unsere Kunden stammen aus der Elektroindustrie, Halbleitertechnik, Vakuumtechnik, Medizintechnik und dem allgemeinen Maschinenbau.



Haben Sie Fragen zu unserem Leistungsangebot?
Dann nehmen Sie mit uns Kontakt auf.
info(at)aluservice.de
06055-905869-0